Kegagalan crankshaft adalah mimpi buruk bagi setiap insinyur otomotif. Komponen vital ini menanggung beban siklik ekstrem, dan kegagalannya seringkali berujung pada kerusakan mesin total. Nitriding hadir sebagai solusi untuk meningkatkan ketahanan fatigue permukaan, membentuk lapisan keras yang tahan aus. Namun, keberhasilan proses ini tidak bisa Anda tebak. Kedalaman pengerasan yang tidak memadai adalah silent killer yang mengintai, menciptakan crankshaft yang sama rentannya dengan komponen tanpa perlakuan panas. Di sinilah urgensi verifikasi berperan. Standar internasional seperti DIN 50190-3 menuntut pengukuran akurat Nitriding Hardness Depth (NHD) melalui metode traverse mikro-Vickers. Alat Penguji Kekerasan Mikro-Vickers NOVOTEST TS-MCV hadir bukan sekadar sebagai alat ukur, melainkan sebagai garda terdepan dalam memastikan setiap lapisan nitrida mampu memikul tanggung jawabnya, mencegah klaim garansi, dan menjaga reputasi kualitas Anda.
- Overview Standar Industri: Nitriding Hardness Depth (NHD) pada Crankshaft
- Persyaratan dan Scope Pengukuran NHD Berdasarkan DIN 50190-3
- Metode Pengujian yang Diwajibkan: Prosedur Traverse Mikro-Vickers
- Persiapan Spesimen dan Mounting
- Pengaturan Parameter Pengujian (Beban, Waktu, dan Titik Traverse)
- Eksekusi Traverse dan Pengukuran Diagonal Indentasi
- Penentuan Nitriding Hardness Depth (NHD) dari Data Traverse
- Alat yang Direkomendasikan: NOVOTEST TS-MCV untuk Pengujian NHD
- Fitur Unggulan Mikroskop dan Perangkat Lunak NOVOTEST TS-MCV
- Implementasi di Lapangan: Studi Kasus Monitoring Kualitas Nitriding
- Tantangan dan Solusi dalam Pengukuran NHD
- Kesimpulan: Memastikan Kualitas Crankshaft dengan Pengukuran NHD yang Akurat
- FAQ
- Apa itu Nitriding Hardness Depth (NHD) dan mengapa penting untuk crankshaft?
- Bagaimana DIN 50190-3 mendefinisikan kedalaman efektif nitriding?
- Apakah NOVOTEST TS-MCV hanya cocok untuk standar DIN, atau bisa juga untuk ISO/standar lain?
- Berapa lama waktu yang dibutuhkan untuk satu siklus pengujian NHD lengkap?
- References
Overview Standar Industri: Nitriding Hardness Depth (NHD) pada Crankshaft
Nitriding Hardness Depth (NHD) mendefinisikan jarak tegak lurus dari permukaan komponen ke titik di mana kekerasan telah menurun ke level limit yang spesifik. Ini bukan sekadar angka di laporan; ini adalah parameter desain yang menentukan ketahanan fatigue sebuah crankshaft. Selama beroperasi, tegangan bending dan torsional maksimum terjadi di permukaan. Lapisan nitrida dengan NHD yang memadai menciptakan tegangan tekan residual yang signifikan, efektif menahan inisiasi dan propagasi retak.
Standar DIN 50190-3 menjadi acuan global untuk pengukuran kedalaman pengerasan ini. Standar ini secara spesifik mewajibkan metode traverse kekerasan mikro-Vickers. Metode ini menghasilkan kurva gradien kekerasan, bukan hanya satu titik data, sehingga memberikan gambaran utuh tentang kualitas difusi nitrogen. Ketidaksesuaian NHD, bahkan beberapa mikron saja, dapat memangkas umur fatigue secara drastis. Konsekuensinya fatal: risiko klaim garansi, kerugian finansial, hingga potensi kecelakaan yang membahayakan keselamatan. Oleh karena itu, kontrol NHD Anda jadikan sebagai gerbang kualitas final yang tidak bisa ditawar.
Persyaratan dan Scope Pengukuran NHD Berdasarkan DIN 50190-3
Standar DIN 50190-3 menetapkan protokol ketat yang wajib Anda ikuti untuk memastikan validitas dan pengulangan hasil pengukuran. Persyaratan dimulai dari preparasi hingga analisis data. Fokus utamanya adalah mendapatkan representasi akurat dari gradien kekerasan lapisan nitrida.
Pertama, spesimen uji harus berupa potongan melintang (cross-section) yang diambil dari area fungsional crankshaft. Proses pemotongan harus menghindari perubahan struktur mikro akibat panas; oleh karena itu, pemotongan presisi dengan pendingin melimpah adalah keharusan. Selanjutnya, spesimen harus Anda mounting dan poles hingga mencapai kualitas permukaan metallografi yang bebas dari deformasi plastis dan goresan. Tepi spesimen harus benar-benar tajam; pembulatan tepi (edge rounding) adalah musuh utama karena akan memberikan data palsu pada indentasi awal dekat permukaan.
Kekerasan acuan (limit hardness) untuk nitriding biasanya Anda tetapkan pada 550 HV, meskipun nilai spesifik dapat dinegosiasikan antara produsen dan pelanggan berdasarkan grade material. Traverse indentasi harus berjalan sejajar dan tegak lurus terhadap permukaan, dengan jarak antar titik yang ketat. Jarak antar indentasi minimum harus 2.5 kali diagonal indentasi untuk menghindari interaksi medan tegangan. Kedalaman efektif NHD kemudian Anda hitung sebagai jarak dari permukaan ke titik di mana kekerasan tepat menyentuh limit hardness, yang ditentukan dari kurva regresi data traverse. Validasi hasil mencakup pengulangan pengukuran pada minimal dua traverse untuk mengonfirmasi homogenitas lapisan.
Metode Pengujian yang Diwajibkan: Prosedur Traverse Mikro-Vickers
Pengukuran NHD bukanlah sekadar menusuk sampel dengan indentor. Prosedur traverse mikro-Vickers adalah rangkaian metodis yang terstruktur. Secara garis besar, alur kerja ini terbagi menjadi empat tahap utama yang saling bergantung. Anda harus menjalankan starting dari persiapan spesimen yang sempurna, pengaturan parameter alat yang presisi, eksekusi traverse yang akurat, hingga analisis data yang cermat. Kalibrasi alat uji dan pemilihan beban yang tepat menjadi dasar pondasi yang tak bisa diabaikan pada setiap tahapan.
Persiapan Spesimen dan Mounting
Kebenaran data NHD sangat bergantung pada kualitas preparasi, karena setiap cacat pada spesimen akan teramplifikasi dalam hasil pengukuran. Mulailah dengan pemotongan presisi menggunakan abrasive cutter yang dialiri pendingin secara terus-menerus. Panas pemotongan yang tidak terkontrol dapat melepaskan senyawa nitrida, mengubah gradien kekerasan asli.
Setelah terpotong, bersihkan spesimen dan lakukan mounting. Gunakan resin mounting, baik jenis hot-compression mounting atau cold mounting, yang memberikan dukungan keras di tepi spesimen. Tepi yang bulat adalah kesalahan fatal karena kekerasan pada indentasi pertama dan kedua—yang paling kritis untuk perhitungan NHD—akan terbaca lebih rendah. Pilih resin dengan filler keras untuk meminimalkan perbedaan tingkat keausan saat pemolesan. Tahap pemolesan meliputi pengamplasan bertahap dengan kertas SiC dari grid kasar hingga halus, dilanjutkan dengan pemolesan akhir menggunakan suspensi berlian atau alumina. Target Anda adalah permukaan yang mengilap tanpa goresan, dengan tepi yang benar-benar tajam di bawah inspeksi mikroskop.
Pengaturan Parameter Pengujian (Beban, Waktu, dan Titik Traverse)
Pemilihan parameter adalah otak dari strategi pengukuran. Untuk lapisan nitrida yang tipis, beban uji Mikro-Vickers yang lazim Anda gunakan berkisar antara HV0.1 (0.9807 N) hingga HV1 (9.807 N). Beban yang terlalu besar akan menghasilkan indentasi yang terlalu dalam, menembus lapisan nitrida dan menghasilkan data yang tidak representatif. Sebaliknya, beban terlalu kecil meningkatkan risiko ketidakpastian pengukuran karena pengaruh kualitas permukaan. Waktu indentasi standar 10–15 detik memberikan waktu yang cukup untuk deformasi plastis yang stabil.
Penentuan pola titik traverse membutuhkan presisi. Indentasi awal harus Anda tempatkan sedekat mungkin dari tepi, misalnya pada jarak 0.05 mm, namun cukup jauh untuk menjaga integritas bentuk indentasi. Standar DIN 50190-3 mensyaratkan jarak antar pusat indentasi yang progresif, biasanya melebar dari 0.1 mm di dekat permukaan hingga 0.3 mm di area inti. Anda tentukan jumlah titik minimal sehingga kurva kekerasan mencapai kondisi stabil di area inti (core hardness), memastikan limit hardness 550 HV—atau nilai yang ditetapkan—berhasil terlampaui dengan jelas.
Eksekusi Traverse dan Pengukuran Diagonal Indentasi
Eksekusi adalah tempat teori bertemu dengan realita. Tempatkan mounted specimen pada meja uji NOVOTEST TS-MCV. Melalui mikroskop terintegrasi, fokuskan pada area dekat tepi lapisan nitrida. Pastikan sumbu traverse sejajar dengan arah tegak lurus permukaan menggunakan garis bantu atau fitur digital.
Mulai dari titik pertama, operator mengeksekusi indentasi. Setelah indentor terangkat, ukur panjang kedua diagonal indentasi berbentuk piramida. Di sinilah presisi pengukuran optik menentukan segalanya. Resolusi tinggi mikroskop dan kamera digital memungkinkan operator untuk mendeteksi tepi indentasi dengan jelas, meskipun pada kontras material yang rendah. Alat kemudian menghitung kekerasan Vickers secara otomatis. Ulangi proses ini, menggerakkan meja micrometric sepanjang jalur traverse yang telah ditentukan. Catat koordinat jarak dari tepi dan nilai kekerasan HV yang sesuai untuk setiap titik indentasi. Verifikasi kesejajaran garis traverse secara berkala untuk menghindari penyimpangan arah yang dapat mengaburkan profil kekerasan.
Penentuan Nitriding Hardness Depth (NHD) dari Data Traverse
Anda telah memiliki serangkaian data koordinat (jarak) dan nilai kekerasan (HV). Tugas berikutnya adalah mentransformasi data mentah ini menjadi satu angka kritis: Nitriding Hardness Depth. Proses ini Anda lakukan dengan memplot data pada grafik Kartesian, di mana sumbu X mewakili jarak dari permukaan (dalam milimeter) dan sumbu Y mewakili nilai kekerasan Vickers (HV).
Tarik garis limit hardness yang telah disepakati, contohnya 550 HV, horizontal melintasi grafik. Profil kekerasan dari lapisan nitrida akan menunjukkan penurunan eksponensial atau landai seiring bertambahnya jarak. Titik potong antara kurva kekerasan dengan garis limit hardness menunjukkan NHD. Untuk meningkatkan keandalan dan mengurangi efek variasi lokal, standar sering merekomendasikan penggunaan regresi kurva atau pengambilan nilai median dari serangkaian titik di sekitar limit hardness. NHD adalah jarak dari permukaan ke titik potong inilah yang menjadi parameter serah terima kualitas produk Anda.
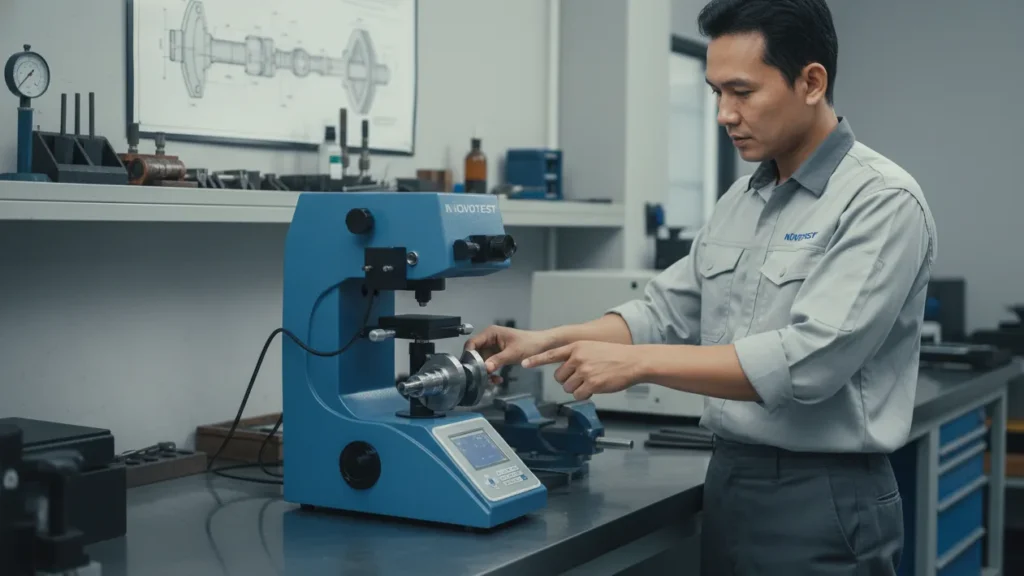
Alat yang Direkomendasikan: NOVOTEST TS-MCV untuk Pengujian NHD
Kesuksesan pengukuran NHD berbanding lurus dengan kapabilitas alat yang Anda gunakan. NOVOTEST TS-MCV bukan sekadar alat uji kekerasan biasa; ia merangkum presisi, efisiensi, dan kepatuhan standar dalam satu platform terintegrasi. Alat ini hadir sebagai jawaban atas tuntutan pengukuran mikro yang akurat di lingkungan produksi dan lab metalurgi.
Sistem optik terintegrasi berkualitas tinggi dengan iluminasi LED menawarkan visualisasi indentasi yang tajam dan kontras. Ini mempermudah pengukuran diagonal presisi, bahkan untuk indentasi kecil di bawah beban HV0.1. Keunggulan esensialnya adalah rentang beban uji variabelnya (dari HV0.01 hingga HV1), yang secara sempurna menjangkau rentang kekerasan tipikal lapisan nitrida tanpa menembus substrat. Perangkat lunak cerdas yang menyertainya menjadi otak pengolah data, mampu melakukan plotting otomatis kurva kekerasan versus jarak, menghitung NHD secara instan sesuai definisi DIN 50190-3. Konstruksi kokoh yang meredam getaran memastikan stabilitas indentasi, menjadikan alat ini cocok ditempatkan dekat lini produksi.
| Beban Uji | Aplikasi Ideal | Kedalaman Penetrasi Relatif | Risiko pada Lapisan Nitrida |
|---|---|---|---|
| HV0.01 (10 gf) | Lapisan sangat tipis (< 10 µm), coating | Sangat dangkal | Minimal, tapi sangat sensitif terhadap kualitas poles |
| HV0.1 (100 gf) | Lapisan nitrida tipis (10-50 µm) | Dangkal | Rendah, memenuhi syarat DIN 50190-3 untuk NHD dangkal |
| HV1 (1000 gf) | Lapisan nitrida tebal (> 50 µm) | Menengah | Wajib diverifikasi agar tidak menembus case depth efektif |
Demi mendukung proses pengujian dan kualitas produk Anda, kehadiran perangkat dengan presisi ini menjadi krusial. Sebagai supplier dan distributor alat ukur dan pengujian terpercaya, CV. Java Multi Mandiri menyediakan Alat Penguji Kekerasan Mikro-Vickers NOVOTEST TS-MCV untuk membantu lab dan tim QC Anda memperoleh data NHD yang tak terbantahkan.
Fitur Unggulan Mikroskop dan Perangkat Lunak NOVOTEST TS-MCV
Kemampuan digital NOVOTEST TS-MCV mentransformasi alur kerja pengukuran NHD dari proses manual yang subjektif menjadi sains analitik yang objektif. Kamera digital beresolusi tinggi yang terintegrasi menangkap gambar indentasi secara real-time, menampilkannya di layar LCD besar atau monitor eksternal.
Fitur auto-edge detection yang cerdas menjadi pembeda utama. Algoritma perangkat lunak secara otomatis mendeteksi sudut-sudut indentasi piramida, mengeliminasi subjektivitas operator dalam menentukan titik awal dan akhir diagonal. Ini sangat vital untuk meningkatkan repeatability dan reproducibility pengukuran. Perangkat lunak ini memiliki template pengujian NHD bawaan yang telah terkonfigurasi sesuai persyaratan berbagai standar internasional, termasuk DIN 50190-3. Anda cukup memilih template, dan alat akan memandu jarak traverse serta perhitungannya. Seluruh data dan laporan dapat Anda ekspor. Jejak audit yang detail pada output laporan memastikan traceability penuh, vital untuk sertifikasi kualitas dan audit pelanggan.
Implementasi di Lapangan: Studi Kasus Monitoring Kualitas Nitriding
Bayangkan sebuah pabrik manufaktur crankshaft yang memproduksi ribuan unit per bulan. Integrasi NOVOTEST TS-MCV ke dalam alur QC mereka bukanlah opsi, melainkan standar baku. Frekuensi pengujian diatur ketat, biasanya satu sampel potong dari setiap batch tungku atau per shift produksi. Prosedur operasional standar mereka terstruktur: sampling, sectioning, mounting, uji traverse dengan TS-MCV, analisis NHD, dan pencatatan.
Data NHD harian tidak hanya disimpan sebagai arsip. Tim QC mengintegrasikannya ke dalam sistem Statistical Process Control (SPC). Grafik kendali (control chart) memonitor tren NHD. Suatu hari, SPC mendeteksi tren penurunan NHD yang gradual meskipun masih dalam batas spesifikasi. Investigasi segera menemukan kebocoran kecil pada sistem aliran gas amonia di tungku nitriding. Berkat deteksi dini yang dimungkinkan oleh data akurat TS-MCV, pabrik tersebut terhindar dari memproduksi ribuan crankshaft dengan case depth sub-standar, mencegah potensi klaim retur massal dan bencana reputasi. Di sini, TS-MCV berperan sebagai sistem peringatan dini, bukan sekadar alat pengambil data. Untuk memperkuat sistem monitoring internal Anda, CV. Java Multi Mandiri dapat menjadi mitra Anda dalam menyediakan instrumentasi pengujian yang tepat.
Tantangan dan Solusi dalam Pengukuran NHD
Menerapkan prosedur pengukuran NHD bukan tanpa hambatan. Namun, memahami tantangan ini adalah langkah pertama untuk mitigasi efektif, dan desain NOVOTEST TS-MCV secara cerdas telah mengantisipasi banyak di antaranya.
Tantangan: Tepi Sampel Membulat. Ini adalah masalah preparasi paling umum. Saat grinding dan polishing, tepi luar lapisan nitrida yang sangat keras dapat terkikis lebih cepat dari mounting resin sehingga membulat. Solusi: Mounting spesimen dengan resin yang dicampur filler keras atau menggunakan teknik pelapisan elektroless nikel sebelum mounting untuk memberikan dukungan rigid pada tepi. TS-MCV membantu dengan prosedur standar dan perangkat lunak yang dapat mengompensasi anomali data awal.
Tantangan: Indentasi Terlalu Dekat atau Terlalu Jauh. Jarak antar indentasi yang tidak tepat akan menghasilkan data yang bias (akibat medan tegangan yang bertumpuk) atau resolusi data yang rendah. Solusi: Mekanisme stage micrometric dengan resolusi tinggi pada TS-MCV memungkinkan pergerakan incremental yang presisi. Panduan perangkat lunak dengan template yang telah diprogram akan secara otomatis menentukan koordinat titik traverse sesuai aturan DIN, menghilangkan kesalahan pengaturan manual.
Tantangan: Variabilitas Operator. Dua operator dapat membaca diagonal indentasi yang sama secara berbeda. Solusi: Fitur auto-edge detection pada perangkat lunak TS-MCV mengeliminasi subjektivitas ini. Algoritma konsisten mendefinisikan batas tepi indentasi, memberikan hasil yang repetitif tanpa memandang siapa yang mengoperasikannya.
Tantangan: Getaran Mesin. Getaran lingkungan pabrik dapat mentransmisikan ke meja uji dan mempengaruhi kualitas indentasi, terutama pada beban rendah. Solusi: Desain frame dan meja uji NOVOTEST TS-MCV yang kokoh dan rigid berfungsi sebagai peredam getaran pasif yang efektif, menjamin kestabilan selama indentasi dan pengukuran.
Kesimpulan: Memastikan Kualitas Crankshaft dengan Pengukuran NHD yang Akurat
Nitriding Hardness Depth bukan sekadar parameter inspeksi; ia adalah barometer integritas crankshaft dalam menahan siksaan beban fatigue. Ketelitian dalam mengukurnya adalah garis pembatas antara komponen unggul dan kegagalan prematur. Metode traverse mikro-Vickers yang diwajibkan oleh DIN 50190-3 menciptakan standar global yang ketat, menuntut perpaduan antara preparasi sempurna, strategi pengukuran yang cermat, dan instrumentasi presisi. Alat Penguji Kekerasan Mikro-Vickers NOVOTEST TS-MCV menjawab tantangan ini secara holistik. Dengan kemampuan optik superior, otomatisasi cerdas, dan kepatuhan penuh terhadap standar, alat ini mentransformasi pengendalian mutu nitriding dari titik lemah potensial menjadi keunggulan kompetitif. Berinvestasi pada teknologi pengukuran yang tepat sama halnya dengan berinvestasi pada keandalan produk dan kepercayaan pelanggan Anda. Untuk mendiskusikan lebih lanjut bagaimana alat ini dapat terintegrasi dalam sistem kualitas Anda, Anda dapat berkonsultasi dengan tim ahli dari CV. Java Multi Mandiri, distributor alat pengujian yang siap mendukung kebutuhan instrumentasi presisi Anda.
FAQ
Apa itu Nitriding Hardness Depth (NHD) dan mengapa penting untuk crankshaft?
NHD adalah jarak dari permukaan ke titik di mana kekerasan mencapai nilai batas yang disepakati, biasanya 550 HV. Untuk crankshaft, ini adalah parameter desain kritis. Lapisan nitrida yang keras dengan NHD yang tepat menciptakan tegangan tekan residual di permukaan, yang secara signifikan menghambat retak fatigue dan memperpanjang umur komponen di bawah beban siklik ekstrem.
Bagaimana DIN 50190-3 mendefinisikan kedalaman efektif nitriding?
Standar ini mendefinisikan NHD sebagai jarak dari permukaan ke titik di mana kekerasan sama dengan limit hardness yang ditetapkan. Pengukuran Anda lakukan menggunakan metode traverse kekerasan mikro-Vickers pada penampang melintang. Kedalaman efektif (NHD) kemudian Anda tentukan secara grafis dari plot kurva kekerasan versus jarak, tepat di perpotongannya dengan garis limit hardness.
Apakah NOVOTEST TS-MCV hanya cocok untuk standar DIN, atau bisa juga untuk ISO/standar lain?
Fleksibilitas adalah salah satu kekuatannya. Meskipun artikel ini menyoroti DIN 50190-3, perangkat lunak NOVOTEST TS-MCV dilengkapi dengan template pengujian bawaan yang dapat Anda konfigurasi untuk berbagai standar internasional lain yang relevan, seperti ISO 18203 atau standar turunan ASTM. Alat ini tidak terbatas pada satu standar saja.
Berapa lama waktu yang dibutuhkan untuk satu siklus pengujian NHD lengkap?
Waktu total sangat bergantung pada preparasi spesimen. Proses mounting dan polishing bisa memakan waktu 20-40 menit. Untuk siklus pengujian pada alat, dimulai dari pemfokusan, eksekusi traverse otomatis, hingga analisis data dan pembuatan laporan, NOVOTEST TS-MCV dapat menyelesaikannya dalam waktu sekitar 5 hingga 10 menit, tergantung pada jumlah titik indentasi yang diprogram.
Rekomendasi Vickers Hardness Tester


References
- Deutsches Institut für Normung. (1999). DIN 50190-3: Härtetiefe wärmebehandelter Teile – Teil 3: Ermittlung der Nitrierhärtetiefe. Berlin: Beuth Verlag.
- Davis, J. R. (Ed.). (2002). Surface Hardening of Steels: Understanding the Basics. Materials Park, OH: ASM International. (Memberikan konteks metalurgi pada proses nitriding dan pengukuran kekerasan).
- Vander Voort, G. F. (2004). Metallography, Principles and Practice. Materials Park, OH: ASM International. (Mencakup standar emas untuk teknik preparasi spesimen metallografi yang kritis).
- ASTM International. (2017). ASTM E384-17: Standard Test Method for Microindentation Hardness of Materials. West Conshohocken, PA: ASTM International. (Standar acuan global untuk metode uji kekerasan mikro yang mendasari prosedur traverse).